




Герметичные насосы с электродвигателями, магнитные муфты и герметичные центробежные насосы
В. Какие основные и вторичные меры защиты рекомендуются для экранированных насосов?
А. Насос с герметизированным двигателем (CMP) — это тип насоса без уплотнений, который имеет общий вал для соединения насоса и двигателя в единый герметичный блок (см. рис. 1). Перекачиваемая жидкость циркулирует через двигатель, но изолирована от статора коррозионностойкой обшивкой статора. Ротор двигателя защищен коррозионностойким кожухом ротора.
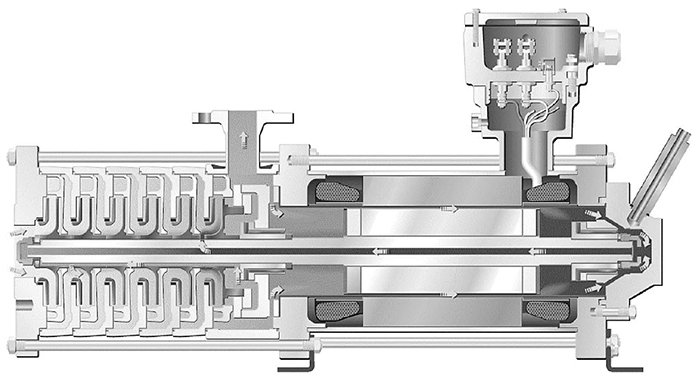
Рисунок 1. Герметичный насос: многоступенчатый (Графика предоставлена Гидравлическим институтом.)
Основным соображением при проектировании герметичных насосов является предотвращение утечки в атмосферу. Поскольку в первичной защитной оболочке может возникнуть утечка в результате износа соседних вращающихся частей, коррозии или истирания, может потребоваться вторичная защитная оболочка или контроль утечки, если это указано покупателем. В этих случаях особое внимание при проектировании уделяется предотвращению утечки в атмосферу в случае нарушения первичной защитной оболочки.
Материал вторичной границы давления оценивается для обеспечения совместимости с перекачиваемой жидкостью. Требования и решения для вторичной локализации и контроля будут различаться в зависимости от области применения и конфигурации насоса, поэтому покупатель и поставщик насоса должны обсудить эти вопросы.
Первичная и вторичная защитная оболочка или система управления должны иметь номинальное расчетное давление, равное или превышающее максимальное рабочее давление насоса при номинальных условиях.
По указанию покупателя вторичный защитный барьер CMP рассчитан на сдерживание допустимого рабочего давления в течение не менее 48 часов в случае протечки вкладыша статора и имеет минимальный срок службы в течение трех лет. Если используется маслонаполненный статор с предохранительным клапаном, необходимо принять меры для безопасного удержания любых утечек через гильзу статора. Если это указано покупателем, производитель предоставит средства для периодической проверки вторичной защитной оболочки.
В случае утечки через обшивку статора немедленно прекратите работу насоса. Покупатель несет ответственность за обеспечение устройств отключения и процедур, необходимых для обеспечения безопасности.
В. Каковы рекомендации по проектированию магнитных муфт в насосе с магнитным приводом?
А. Насос с магнитным приводом (МДП) представляет собой тип бессальникового насоса, в котором используется внешнее кольцо из постоянных магнитов для привода внутреннего вращающегося узла через коррозионно-стойкую защитную оболочку (см. рис. 2). Постоянные магниты имеют высокие силы притяжения к черным металлам и высокие силы притяжения или отталкивания к магнитам-компаньонам, в зависимости от полярного положения.
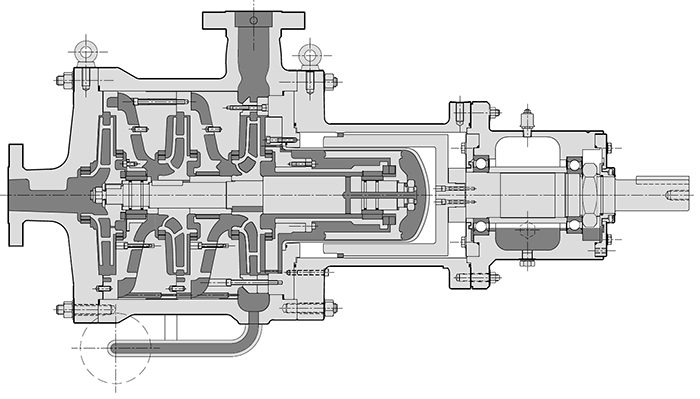
Рисунок 2. Насос с магнитным приводом: многоступенчатый
Пользователи должны проявлять особую осторожность при разборке или сборке привода, чтобы предотвратить повреждение компонентов и травмы персонала. В конструкции предусмотрены методы управления и разделения фланцев, чтобы обеспечить безопасную разборку и повторную сборку секции магнитного привода.
Изготовитель учитывает крутящий момент, необходимый для ускорения узла внутреннего ротора, с учетом степени ускорения приводного двигателя. Производитель также учитывает максимальную указанную плотность, вязкость, температуру и расход.
Ухудшение магнитной силы также необходимо учитывать. Изготовитель устанавливает рекомендации по применению для конкретных конструкций с учетом этих факторов.
Тепло, выделяемое вихревыми токами и потерями на ветер, отводится перекачиваемой жидкостью или подачей внешней охлаждающей жидкости. Способность к крутящему моменту зависит от механической конструкции муфты, температуры и материала магнита. Пользователь насоса должен поддерживать температуру магнитного материала на уровне или ниже номинальных значений для материала, используемого для безопасной работы.
Потеря охлаждающего потока или развязка приведет к быстрому нагреву электропроводящей защитной оболочки. Если ротор насоса отсоединится, дальнейшее вращение узла внешнего магнита вызовет быстрый нагрев узла внутреннего магнита. Несмотря на то, что класс взрывозащиты магнитных муфт обычно не требуется, пользователи должны принимать меры предосторожности в случае присутствия потенциально воспламеняющихся паров, которые могут контактировать с защитной оболочкой.
Следует избегать обращения с жидкостями, которые содержат частицы, притягиваемые магнитным полем, если только частицы не могут быть эффективно удалены магнитным фильтром, потому что такие частицы собираются постоянными магнитными полями и могут вызвать эрозию и закупорку каналов потока жидкости.
Изготовитель должен указать материалы, используемые для деталей, контактирующих с перекачиваемой жидкостью в случае выхода из строя основной защитной оболочки или внутреннего вкладыша магнита.
Держатель внешнего магнита (внешняя стальная часть узла внешнего магнита) должен быть покрыт коррозионно-/термостойкой краской или покрытием, за исключением посадок с малым зазором. Если внешние магниты изготовлены из неодима, они покрыты или окрашены для предотвращения коррозии, а узел внешнего магнита спроектирован так, чтобы его можно было легко очистить от случайных частиц железа во время сборки.
В. Какие материалы рекомендуются для бессальниковых центробежных насосов?
А. Когда пользователи выбирают материал для изготовления бессальниковых центробежных насосов, важно тщательно учитывать коррозию. Изготовитель должен предложить покупателю рекомендации по выбору материалов, характерных для рассматриваемой конструкции (таких как первичное защитное устройство и элементы герметизации ротора). Покупатель должен указать любые коррозионно-активные химические вещества, используемые в конкретной конструкции или приложении. Должны быть включены соединения, которые могут вызывать коррозионное растрескивание под напряжением или водородное охрупчивание.
Если детали из аустенитной нержавеющей стали, находящиеся в условиях, способствующих межкристаллитной коррозии, изготавливаются сваркой, то они должны изготавливаться из низкоуглеродистых или стабилизированных марок. Второстепенные смачиваемые части, которые обычно не идентифицируются, такие как гайки, болты, пружины, шайбы и шпонки, должны иметь коррозионную стойкость, по крайней мере, равную коррозионной стойкости основных деталей. По запросу производитель должен предоставить химические и физические сертификаты для рабочего колеса, вала и деталей, работающих под давлением, по взаимному согласованию между покупателем и производителем. Запрещается использовать тампонирование, упрочнение или пропитку для завершения любого ремонта металлических деталей, находящихся под давлением или смачиваемых.
Операторы должны выполнять сварку трубопроводов и первичных граничных сварных швов, а покупатель и производитель должны согласовать процедуры, квалифицированные в соответствии с признанным отраслевым стандартом сварки. Ремонт сварных швов должен производиться в соответствии с применимыми спецификациями материалов, стандартами, нормами или по согласованию между покупателем и производителем.